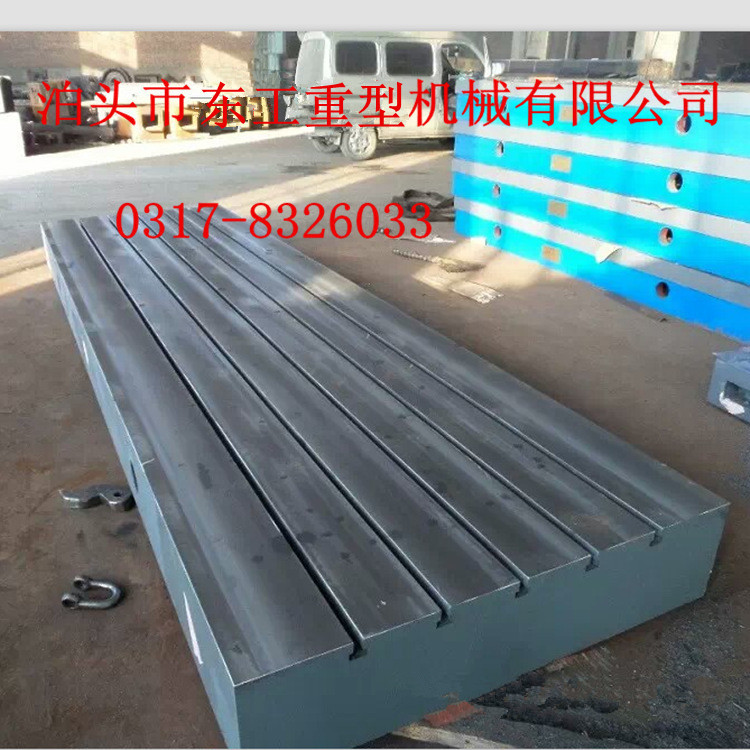






T型槽鉚焊平臺,鑄鐵焊接鉚焊平板,鉗工裝配鉚焊工作臺
 鉚焊平臺又叫鉚焊平板,鉚焊工作臺是鉚焊工人進行鉚焊的一個基準面,鉚焊平臺制成筋板式和箱體式,工作面的T型槽可供操作人員用來裝夾和調試設備,工作面有長方形,正方形和圓形。
鉚焊平臺又叫鉚焊平板,鉚焊工作臺是鉚焊工人進行鉚焊的一個基準面,鉚焊平臺制成筋板式和箱體式,工作面的T型槽可供操作人員用來裝夾和調試設備,工作面有長方形,正方形和圓形。
鉚焊平臺材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品的精度穩定,耐磨性能好。
鉚焊平臺精度:按 標準計量檢定規程執行,分別為0、1、2、3四個等級。
鉚焊平臺規格:( 殊規格可以按用戶要求設計生產)
①100mm×200mm-------------400mm×400mm(本規格適用于研磨壓砂平板)精度為0級、1級、2級。
②400mm×600mm-------------1500mm×2500mm(本規格適用于人工刮研平板)精度為1級、2級、3級。
③1500mm×3000mm----------2000mm×3000mm(本規格適用于人工刮研平板)精度為2級、3級、精刨。
④2000mm×4000mm----------3000mm×10000mm/4000mm×8000mm精度為3級和精刨。
鑄鐵鉚焊平臺http://m.0523com.com安裝的四種方法:
地腳螺栓安裝:鑄鐵平臺根據用戶的要求設計安裝方式,地腳螺栓安裝,擺正地腳螺栓,向孔內灌注混凝土。待凝固后,調整平臺安裝精度,使其在水平偏差不大于0.05/1000mm的條件下,緊固地腳螺栓,并對平臺底面四周用水泥抹平。
平臺支架安裝:鑄鐵鉚焊平臺輕放到支架上、調整支架上的微調螺栓至到鑄鐵平臺水平。支架可減輕檢驗人員的勞動強度。支架高度一般在500-600mm左右。
地錨器安裝:鑄鐵鉚焊平臺可以設計地錨器安裝,首先用戶根據鑄鐵平臺的圖紙做好地基和預埋孔,然后把地錨器放到提前設置的預留孔里,將鑄鐵平臺調整水平。
墊鐵安裝:鑄鐵鉚焊平臺調至水平、負荷均勻分布于各支點上。環境溫度(20±5)℃。使用時應避免振動。鑄鐵平臺采用墊鐵安裝的優點,安裝快捷、移動方便。將調整墊鐵放在適當的位置,將螺栓放進地基的孔內;將平臺吊到位后,在適當高度將螺栓投入地腳螺栓孔內,擰上螺母后放在墊板上,找正位置取下滑座上固定裝置,并將平臺清洗干凈。用水平儀對機器進行調整。
鉚焊平臺安裝前打好地基不可忽視:
鑄鐵鉚焊平臺檢定時,必須保證自然水平面的位置在整個測量過程中的穩定性,不受環境條件(溫度、振動)變化的影響,測點位置變動時,水平面的初始狀態不應發生傾斜變化。
但在實際檢定中,鑄鐵鉚焊平臺往往由于安置基面處地基不穩、水平儀及橋板的自重、為防止大平板承載后的傾倒的輔助支撐、破壞了三點支承穩定性,水平板采有輔助支撐產生的過定位,檢測人員的走動使基面重心改變,平板剛度不足、環境條件(溫度、振動)波動變化,基面產生的形變等,使水平面的初始狀態發生瞬間變化.因此某測點處檢定水平儀的讀數 包括了被測位置對水平面的傾斜量和該位置相對初始位置的變化量.數據處理時,應將這個變化量作為修正值計入檢定水平儀讀數中,以保證水平儀法檢定的準確度。